400-68-17025

拓普思实验室系统 2021-10-19
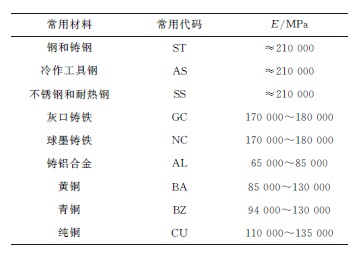
表1 不同弹性模量对应的材料选项
表1中相同的弹性模量采用不同材料选项,是因为表中的E是材料宏观、静态的弹性模量,由于金属中的合金元素及各种化合物在冶金和热处理过程中会形成多相、弥散、高弹性模量的微观组织,使材料的动态力学性能发生变化,会使对弹性模量很敏感的里氏硬度发生变化,而不同于基体材料的里氏硬度。通常高合金含量材料会有较高的弹性模量,因此相同弹性模量的钢材中能够划分出合金含量从低到高的2~3种选项。 1.2.2 冲击装置的选用 为适用于各种现场环境检测,里氏硬度计的冲击装置型号较多,不同型号具有不同用途,全部型号包括:D型、DC型、S型、E型、D+15型、DL型、C型、G型。其中D型冲击装置属于通用型,通常作为标准配置,用于普通金属样品的硬度检测;DC型冲击装置短小,采用特殊的加力环,其他参数与D型冲击装置几乎一致,应用于较小空间的硬度检测,如孔内、圆柱筒内等;G型冲击装置球头直径较大,其冲击能量较高,对被测物表面质量要求较宽泛,适用于表面较粗糙的零件及大型铸件和锻件的硬度检测;C型冲击装置较短,冲击能量约为D型装置的1/4,适用于表面硬化层、薄层及质量较小的被测物检测。常用的4种冲击装置技术参数见表2。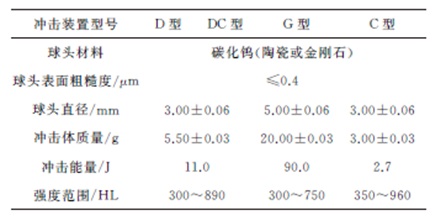
表2 常用冲击装置技术参数
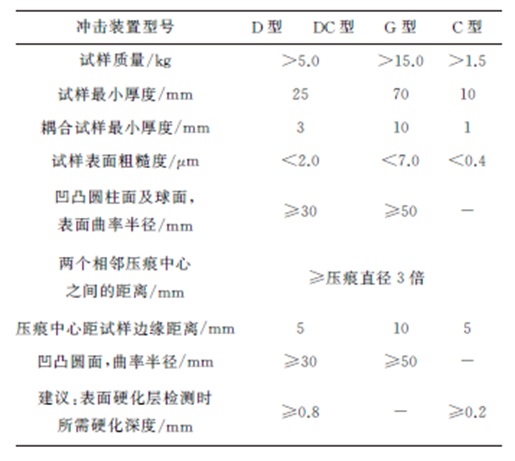
表3 里氏硬度检测相关要求
1.3 检测结果 根据GB/T 17394.1—2014的要求,里氏硬度试验应至少进行3次,并计算其算数平均值。如果硬度相差超过20HL,应增加试验次数,并计算算术平均值。 没有将里氏硬度检测结果换算成其他硬度的准确且普遍适用的方法,除非通过对比试验得到相关的换算依据,否则应尽量避免里氏硬度换算。当应该进行换算时,对于常用金属材料可参照GB/T 17394.4—2014进行换算。 在里氏硬度符号前示出硬度数值,在后面示出冲击装置类型,如600 HLD。对于里氏硬度换算其他硬度的标识,GB/T 17394.1—2014中没有明确规定,通常在里氏硬度符号之前给出相应的硬度符号,如600 HBHLD。 2 里氏硬度计的校准 2.1 校准条件 被校准材料应该取自试样基体或热处理条件相同的同牌号试样,试样需加工成ϕ100mm、厚度55mm的圆形样块。校准面与支撑面需保证平行度不大于0.1mm,校准面Ra不大于0.8μm;支撑面Ra不大于1.6μm。G型硬度计校准试样质量需大于15kg。 2.2 校准方法 按GB/T 17394.4—2014的技术要求进行里氏硬度检测,取15个点的算数平均值作为里氏硬度计检测值用于校准,根据实际情况可减少检测点。以相关洛氏、布氏、维氏等硬度标尺的标准试验方法进行被校准物检测,并至少检测4点,取算数平均值为检测值。计算两次检测结果算数平均值之间的偏差可得到补偿值,即补偿值(偏差值)等于标准硬度算数平均值减去里氏硬度算数平均值。 2.3 校准结果 研究人员将从事现场检测遇到的材料校准汇总于表4,包括灰口铸铁、球墨铸铁、高频淬火件等检测结果的对比。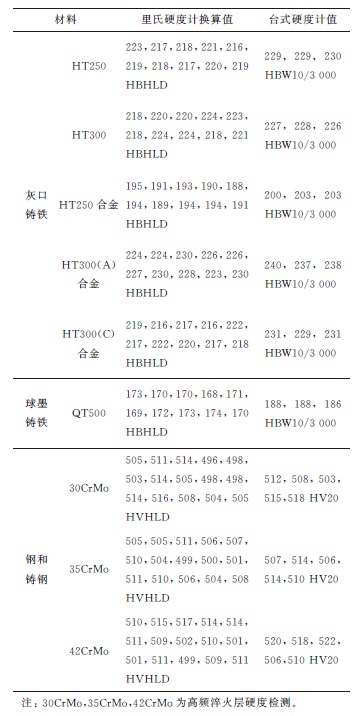
表4 不同材料硬度检测结果及换算值对比
将表4检测结果的算数平均值按该文3.2节校准方法进行计算,得到以下材料牌号换算时的补偿值,见表5,并注明了校准材料基体的硬度范围,以提高参考价值。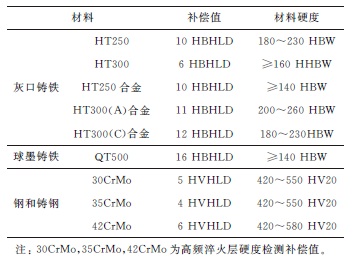
表5 不同材料的里氏硬度换算补偿值
3 分析与讨论 GB/T 17394.1—2014中没有规定表面硬化层的硬度检测方法,建议在使用里氏硬度计检测表面硬化层硬度时注意有效硬化深度,采用D型、DC型冲击装置时,有效硬化深度不小于0.80mm,采用C型冲击装置时有效硬化深度不小于0.20mm,但其检测结果只能作为参考,用于产品质量的快速检验,而非标准检测方法。 GB/T 17394.1—2014中规定在里氏硬度符号前示出硬度数值,在后面示出冲击装置类型。但对于用里氏硬度换算其他硬度符号的标识,GB/T 17394.1—2014中没有明确规定,研究人员认为在里氏硬度符号之前给出相应的硬度符号较为合适,如300 HVHLD,400 HBHLD,500 HRCHLD,以区分硬度为里氏硬度转换值。 相关标准方法中涉及硬度计的应用较少,特别是被测物材料选项的设置未具体说明,只是在GB/T 17394.4—2014中标明了相关材料的弹性模量,而在里氏硬度计的使用中,此选项环节是非常重要的,会影响检测结果的准确性,建议相关标准增加该步骤,以避免初学者的疏忽影响检测结果的准确性。 当里氏硬度进行换算时,对于常用金属材料可参照相关标准GB/T 17394.4—2014,但没有普遍适用的准确方法将里氏硬度换算成其他硬度,除非通过对比试验得到相关的换算依据。因相同弹性模量的材料,存在微观组织、合金含量、力学性能等不同的情况,对材料本身弹性模量具有一定影响,也会影响里氏硬度检测结果的准确性。因此研究人员认为,里氏硬度计在检测值换算前都应该进行一次校准对比,以得到补偿值修正换算结果,从而提高换算结果的准确性。 4 结论 使用里氏硬度计检测时应注意被测材料的牌号、质量、硬度、厚度、表面粗糙度等,采用合适的冲击装置和试验方法,避免因试验条件不合适或操作不当而造成检测误差。在热处理现场检测条件不合适、环境不理想的情况下,可通过计算校准偏差(即补偿值)来提高换算结果的准确性。建议里氏硬度计在检测值换算前应进行一次校准对比,以得到补偿修正换算结果,从而提高换算结果的准确性。 作者:肖健,孙盼 单位:沪东重机有限公司